 English
English 中文
中文 Español
Español
在扭簧安装的过程中,需要井然有序的逐步进行,尤其要注意轮廓形状的大小,外轮廓的规则性,扭簧的预定位、成型、装配等方面。具体操作步骤如下:
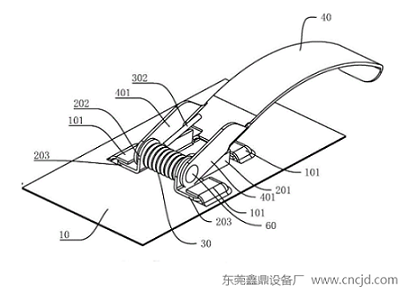
2、设置在机架上部的压入机构:包括压头和第二驱动气缸;压头的末端有多个弹性张开的分瓣,第二驱动气缸的驱动下沿纵向压紧在扭簧的上端,使扭簧穿过收口模具的通路向下从仿形开口被压入扭簧座的型腔轮廓中;
3、在第二驱动气缸的第一级气缸的旋转夹紧收口机构工作过程中对收紧中的扭簧施加预压力,然后在第二级气缸在旋转夹紧收口机构工作过程结束后对收紧后的扭簧施加推力以使扭簧被压入扭簧座的型腔轮廓中;
4、设置辅助压板:辅助压板覆盖在中心孔的一端侧壁上方,从而形成第一台阶面,扭簧的固定端柄抵紧在第一台阶面上;
5、设置安放面:用于承载扭簧的活动端柄,安放面位于所述的第二台阶面的下方;
6、设置旋转夹紧收口:内侧盖板固定在夹紧盘的下表面,外侧盖板固定在定位盘上,轴承安装在内侧盖板和外侧盖板之间即可完成。
欢迎来电询详情:白经理 0769-85560118/ 13925515216

 +86-769-85560118
+86-769-85560118  E-mail
E-mail
